






专题丨基于5G和工业互联网的冶金尘泥循环利用绿色智能工厂
作者简介
赵国宾
永卓控股有限公司总裁助理、企业首席信息官、数字创新部部长,研究方向为企业管理、数字化、信息化、智能化规划建设运营。
赵俊杰
永卓控股有限公司数字化管理室主任,研究方向为企业数字化转型规划、新一代信息技术应用、精益+数字化提升业务场景价值应用管理。
祁萌
永卓控股有限公司数字化管理室项目经理,研究方向为企业数字化、信息化、智能化项目规划与建设管理。
杨慧
永卓控股有限公司数字化管理室科技申报经理,研究方向为数字化、信息化、智能化科技项目申报、知识产权和企业资质建设管理。
顾银琴
永卓控股有限公司数字化管理室体系经理,研究方向为数字化、信息化、智能化体系建设运营管理。
论文引用格式:
赵国宾, 赵俊杰, 祁萌, 等. 基于5G和工业互联网的冶金尘泥循环利用绿色智能工厂[J]. 信息通信技术与政策, 2023, 49(11): 55-64.
基于5G和工业互联网的冶金尘泥循环利用绿色智能工厂
赵国宾 赵俊杰 祁萌 杨慧 顾银琴
(永卓控股有限公司,张家港 215600)
摘要:永卓控股旗下的永钢集团冶金尘泥循环利用绿色智能工厂使用5G、工业互联网、大数据等技术改善了传统的大体量、粗放式、弱研发、轻环保的管理模式,实现了生产集控化、安环可视化、作业无人化、点检智能化、协同高效化、管理智慧化,将工厂打造成高度信息化和智能化的“黑灯工厂”。
关键词:5G;工业互联网;大数据;绿色工厂
0 引言
近年来,为积极响应国家创新发展、绿色发展等高质量发展要求,一些公司大力推进信息化、数字化、智能化建设,在全流程生产设备全面自动化、数字化和工厂管理全面智慧化的基础上,加强网络化建设,充分利用5G、大数据、人工智能(Artificial Intelligence,AI)等新一代信息技术和窄带物联网、超宽带等网络通信技术,构建自身的物联网和工业互联网平台,通过“精益+数字化”实现数据驱动的技术、业务、组织两化融合四要素协同创新,实现了生产管理、质量管理、设备运行、能源管控、物流运输、环境监控等企业运营管控智慧化。
1 基于5G和工业互联网的绿色智能工厂的设计意义
1.1 建设冶金尘泥循环利用绿色智能工厂,是钢铁行业企业落实政策、合规经营的必经之路
钢铁冶金工业的发展促进了经济的快速增长,为经济建设提供了物质保障,但冶炼生产所产生的大量废渣、废物等也成为了环境污染的主要来源。钢铁厂废渣含有多种硫化物、氧化物等有害物质和污染物,成分复杂。如果未经妥善处理而随意排放,其产生的粉尘和颗粒物会随着空气流动释放到大气环境中,危害人体健康。
随着当前环保治理力度的加大,节能减排、绿色生产已成为钢铁企业发展的主题。如何把钢铁生产过程中产生的钢渣、富锌含铁除尘灰固体废物全面回收利用,实现变废为宝,是企业建设绿色智能工厂必须面对的问题,也是钢铁行业企业落实政策、合规经营的必然选择。
1.2 基于5G 和工业互联网建厂的意义
制造业在发展期间,相关人员应不断分析和探索“5G+工业互联网”时代的特点,同时将制造高端装备作为核心,持续优化和创新制造模式,提升高端装备制造质量和效率[1]。冶金尘泥循环利用绿色智能工厂响应国际智能制造与固废处理方针,应用工业互联网一系列技术,结合5G实现整体智能,在钢铁行业内有标杆效应,可在其他地区钢铁企业落地进行推广。
2 基于5G和工业互联网的绿色智能工厂的技术方案
2.1 5G CPE规划
在厂区,5G 客户终端设备(Customer Premise Equipment,CPE)以鼎桥的CPE Ins2.0为主。该CPE防护等级为IP65,工作温度为-40 ℃~60 ℃,可以较好地满足厂区的环境要求。
因为CPE在实际部署过程中遇到了信号干扰的问题,通过对比站间挡板和CPE缩口屏蔽罩两种抗干扰方案,最终采用缩口屏蔽罩方案,使得邻小区干扰下降4~5 dBm,本小区干扰下降2~3 dBm,能量汇集与干扰控制较好,可解决多终端并发带来的小区间干扰问题。
2.2 网络高可用方案
远程访问路由器(Access Router,AR)采用1+1热备方案,一个设备接两个CPE(Ins2.0),采用负荷分担;基站基带板1+1备份、主控板1+1备份;多接入边缘计算池(Multi-access Edge Computing Pool,MEC POOL)组网;利用已经建设好的微波等,实现5G+微波双链路,提高网络可靠性。
2.3 终端组网
IP摄像头和天车控制可编程逻辑控制器(Programmable Logic Controller,PLC)等都采用私网IP地址通信,为了局域网二层通讯能承载5G网络,需要在5G网络上叠加一条隧道。关于隧道技术的选择,根据实际情况的分析评估,通用路由封装(Generic Routing Encapsulation,GRE)处理器开销较小,可支持L2及L3的隧道,因此,推荐采用GRE隧道技术。
以5G远控天车场景为例,5G CPE工作在桥接模式(二层透传),天车和中控室的AR分别从5G核心网获取运营商IP地址,可以通过动态主机配置协议(Dynamic Host Configuration Protocol,DHCP)每次都获取相同的IP(需要核心网设置相应策略),也可以由运营商分配好后,配置静态IP地址。这样就可以在两台AR之间建立起GRE隧道。由于本方案中还采用了微波备份,可以在微波链路上也同时建立一条GRE隧道,并在GRE隧道上配置双向转发检查(Bidirectional Forwarding Detection,BFD)连通性检测功能。这样,当一条隧道连接断开,可以快速切换到备用隧道。由于GRE隧道的引入,增加了报文的开销,为了保障IP摄像头这类大数据包的传输,摄像头的最大传输单元(Maximum Transmission Unit,MTU)可设置为1 400。
2.4 边缘云方案
该技术方案的云边协同总体架构如图1所示。
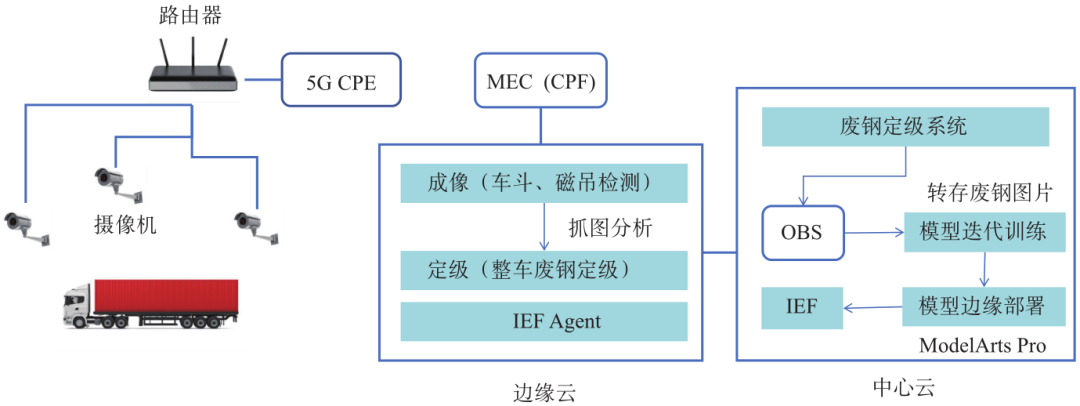
图1 云边协同总体架构图
5G全连接工厂建设场景主要基于机器视觉AI的分析应用、AR辅助装配等,针对工厂目前的设备、机器、仓储、物流调度等业务需求及后续产业智能化升级规划目标,采用边云协同的解决方案,边缘云采用信息交换模式(Message Exchange Pattern,MEP)方案。
边缘云部署AI推理应用,中心云用于模型训练。中心云和边缘云之间通过智能边缘平台(Intelligent EdgeFabric,IEF)解决方案(见图2)实现边云协同。
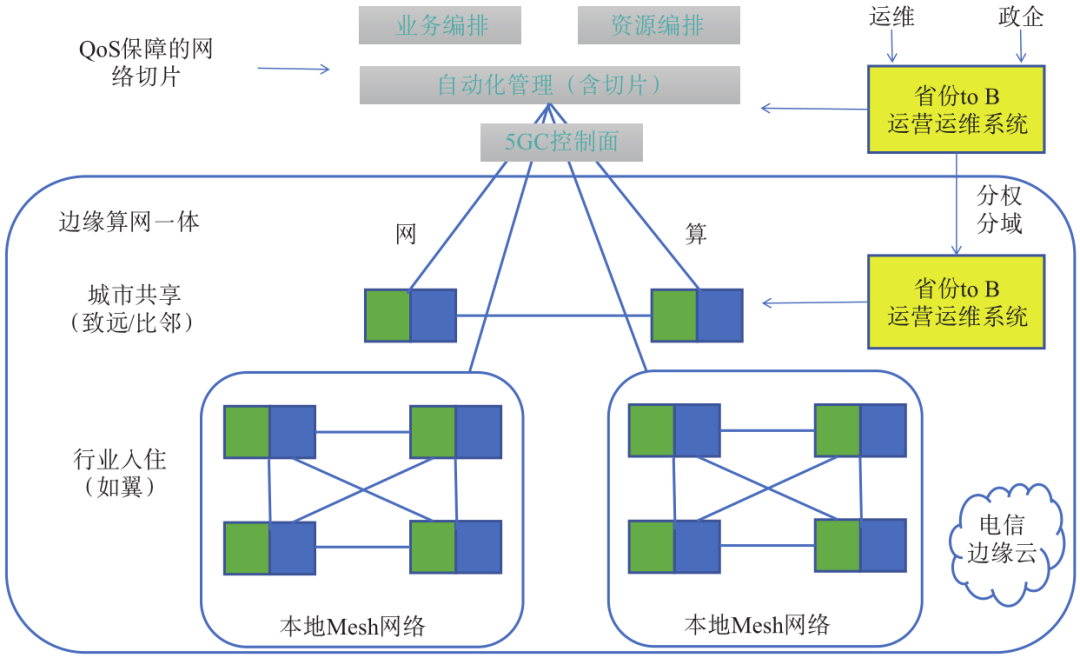
图2 IET解决方案
通过边缘云、中心云的协同,实现5G定制网络的稳定时延接入能力、可靠性保障能力以及差异化隔离能力,中心云资源将基于5G切片/负极-正极-负极晶体管(Negative-Positive-Negative,NPN)实现多种颗粒度接入控制,避免工厂专属资源被强占(见图3)。
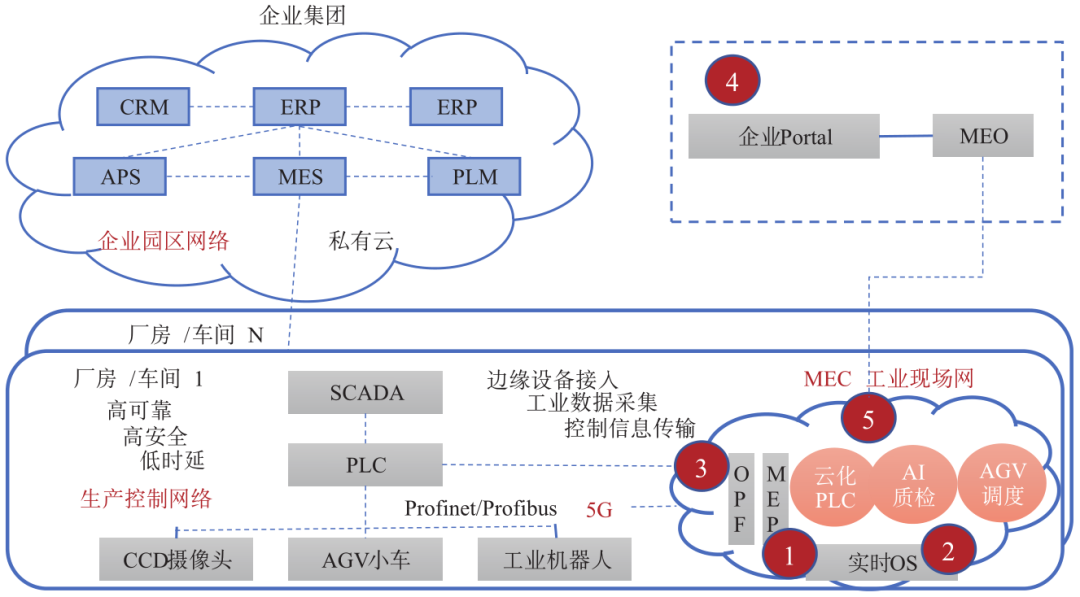
图3 多种颗粒度接入控制示意图
基于工业互联网技术,对各排放点、环保设备、固废计量器、气象参数等采用在线自动监控、自动检测、自动报警等智能化控制手段,通过超低排改造,建设更加绿色、安全、可靠的工厂环境。
(1)建立全流程自动化流水生产线。全流程提升智能制造应用比率,实施“信息化、智能化替代人工”策略。鼓励从钢铁材料生产工艺设计,到钢铁材料组织性能预测与控制,到钢铁生产智能制造等方面向全流程多层次技术组合的一体化控制方向发展,以便更好地满足客户需求,降低生产成本,提高生产效率和能源效率。
(2)通过新增表面质量检测仪和在线技监诊断自动分析系统,让操作工在生产过程中能实时观察到产品表面缺陷,以便及时采取针对性措施规避产品缺陷,降低不良率;同时,实现产品档案的建立和追溯,有效提高售后服务水平。
(3)新增在线设备状态监测系统,通过建立信号分析方法库、设备诊断规则库、趋势预警、远程通讯等功能模块,实现设备状态综合评价与故障预警、故障诊断分析、远程技术支持,使所有重要设备的运行状态在系统画面上一目了然,实现对设备运行状态的实时监控,做到精准高效的管控设备,使得设备运转率大幅提升。
(4)安全管理系统通过采用.NET技术,搭建浏览器/服务器(Browser/Server,BS)三层安全系统管理平台,建立安全检查及隐患排查治理、风险管理、安全教育培训、特种设备设施管理、外协单位管理、安全预测预警、安全数据统计分析、安全知识库等九大功能模块,实现网络化的现场管理、安全人管理、安全物管理的三级管理制度。
(5)基于工业物联网、数据平台技术,并采用钢铁流程能量流网络信息描述模型实施能源监控智能优化平台,实现所有能源介质的在线实时监控,杜绝了浪费现象,工序能耗稳步下降至设计水平的70.7%。
3 基于5G和工业互联网的绿色智能工厂的设计与实施
3.1 工业互联网平台整体规划
通过研究5G在工业领域中的典型应用场景,对5G在工业应用中的适用性进行分析,给出在典型行业的5G应用解决方案,对于指导和推动5G在工业应用落地具有重要意义[2]。采用工业互联网技术,构建“平台+应用”模式输出数字化和智能化服务。底层借助5G、窄带物联网(Narrow Band Internet of Things,NB-IoT)等物联技术,使智能设备、仪表及工业控制系统互联,建立企业级私有云基础设施服务(Infrastructure as a Service,IaaS)和光纤网络;平台通过统一接口企业服务总线(Enterprise Service Bus,ESB)与企业原有的企业资源计划(Enterprise Resource Planning,ERP)系统、制造执行系统(Manufacturing Execution System,MES)、L2系统对接,在平台即服务(Platform as a Service,PaaS)层实现工业数据采集并集成各类工业模型组件,重点打造出智慧运营类应用程序(Application,APP)和智能制造类APP(见图4)。
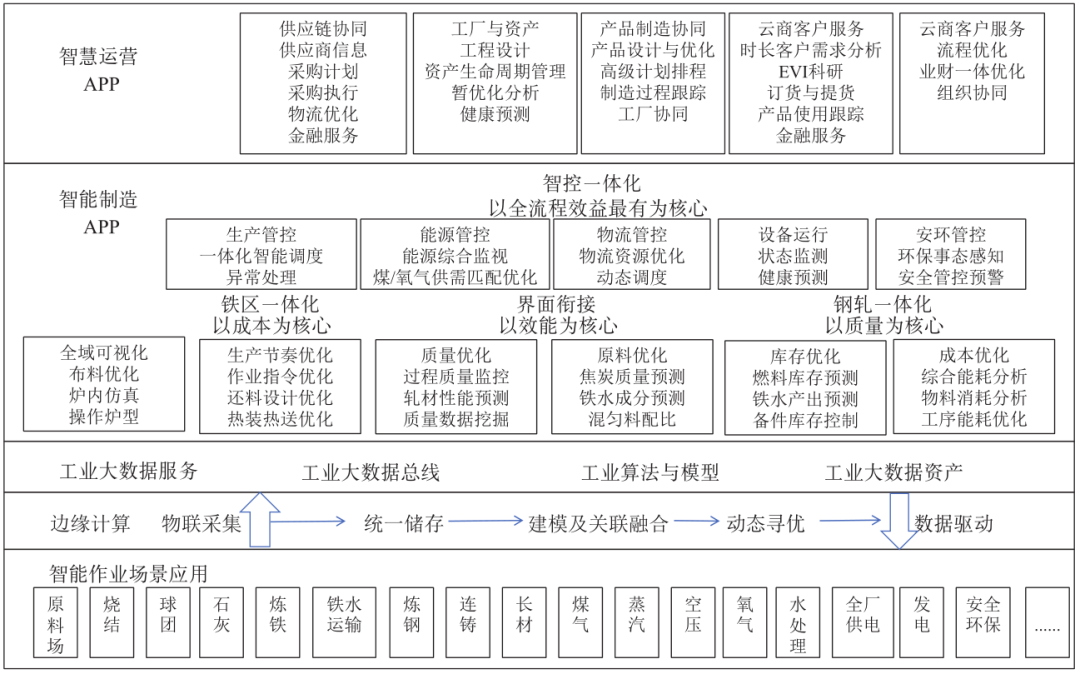
图4 工业互联网平台整体规划图
在生产制造现场,通过不同场景化应用的智能装备与平台建立连接,制定上层运管的质量标准、工艺标准及检修管理活动和作业计划。通过平台任务调度指令实时下达给现场各类智能测温、自动喷印机器人等设备,形成信息流、物质流和控制流三流同步合一,保障产品制造全过程质量稳定和生产高效。
3.2 基于5G和工业互联网的绿色智能工厂技术架构
5G全连接工厂从系统层级、智能功能、生命周期3个维度出发,考虑基础、安全、管理、监测评价、可靠性能共性要求,使用先进自动化、智能化设备及系统,在搭建数据平台的基础上引入建筑信息模型(Building Information Modeling,BIM)、 虚拟现实(Virtual Reality,VR)、5G等新兴技术,开发各类应用来提高生产效率、降低生产成本、提升安全生产水平,并为工厂的下一步发展化夯实数据基础。
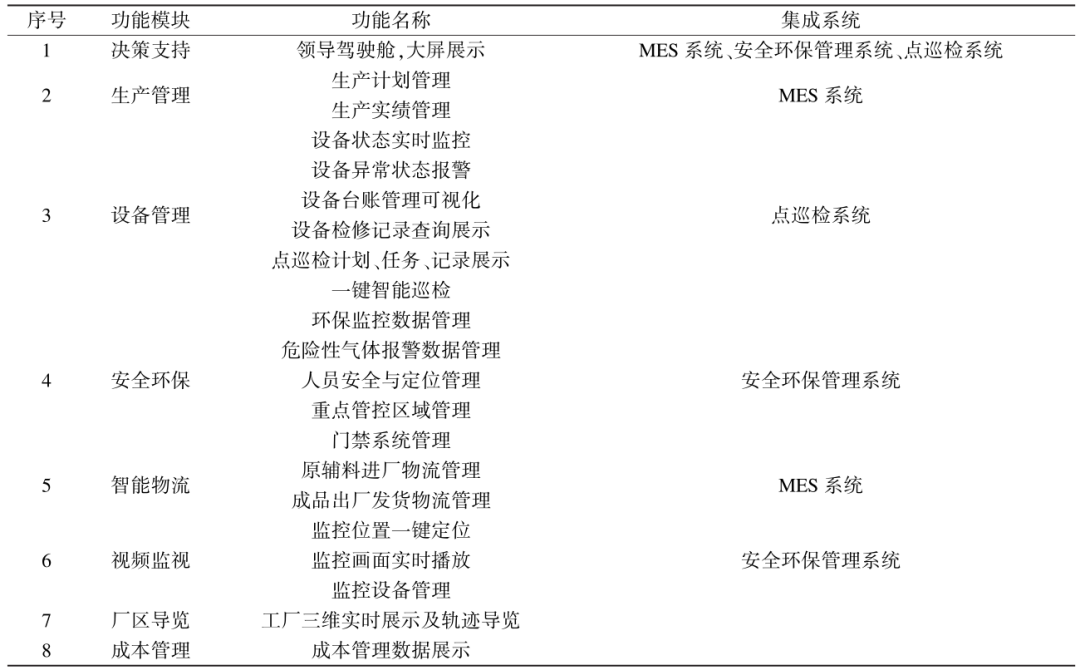
工厂数据平台主要集成三方面数据,即基础数据、生产运行数据和管理数据。在集成数据平台的基础上,开发了生产工艺、设备与点巡检、安全环保、智能物流、视频监控、厂区导览、成本管理等八大功能模块,具体功能如表1所示。
表1 八大功能模块
3.3 基于5G和工业互联网的绿色智能工厂的核心场景应用
基于5G通信技术的工业互联网的应用,极大地满足了一些场景的应用需求,如高速移动、旋转和网络部署维护,在强化信息传输效率的同时还可以降低运行成本投入[3]。
3.3.1 虚拟现场服务5G全连接工厂使用BIM技术构建全厂的三维模型。传统的三维建模,往往使用3DMax等纯图形软件,建成的模型仅包含几何性质,仅能做展示用,无法将其与其他数据相关联。近年来,智能三维模型软件被越来越多地用于工业三维建模,而BIM技术是其中应用较为广泛的。BIM的核心是通过建立虚拟的三维模型,利用数字化技术,为这个模型提供完整的、与实际情况一致的信息库。该信息库不仅包含描述建筑物构件的几何信息、专业属性及状态信息,还包含非构件对象(如空间、运动行为)的状态信息。借助生产线的三维模型,大大提高了生产的信息集成化程度,从而将生产打造成一个工程信息交换和共享的平台。BIM模型中的每一个实体,均能够被赋予自定义的属性,并通过这些属性与其他系统进行关联。点击模型中的实体,便可获取各种信息。如点击摄像头打开实时视频,当设备异常或故障报警时,中控工可以通过BIM平台快速定位到该设备并采取相应操作。
3.3.2 厂区智能理货3D劳动机器化如图5所示,通过对转底炉的岗位梳理与工作职责分析,识别出 3D(即Dirty:环境恶劣、Difficult:困难复杂、Dangerous:危险劳动)岗位,引进上料无人行车、成品料仓自动发货、锌粉自动收集、锌粉包装自动喷码、无人转运小车、智能仓库、自动清料等机器人替代人工劳动。图5所示厂区现有2 000 套设备入网,其中智能装备136 套。未来,该厂区预计升级改造设备1 500 套,新增智能装备300 套,打通控制系统100 套,并新增500 万个数据点。

图5 3D劳动机器化
3.3.3 无人智能巡检如图6所示,利用可视化技术可实现“无人点巡检”。通过创建一名“虚拟员工”,在制定巡检路线上实现一键开启智能巡检,代替真人现场巡检。以“虚拟员工”的视角,在制定好的路线中查看相关设备数据。“虚拟员工”点巡检的效率是普通员工的3倍左右,在“虚拟员工”巡检过程中,只要有一处设备发生故障,显示大屏上就会发出警报信息,工作人员便能在第一时间发现问题并迅速采取措施。这不仅可以让“虚拟员工”按照设定路线点巡检,还能让身处中控室的普通员工通过VR模拟生产的真实环境,只要带上VR眼镜就能实现去任意位置点巡检。这种“足不出户”的点巡检方式,不仅可以让工厂员工在任意时间“亲临”生产现场对设备进行检查,还能在保证安全的前提下,有效降低安全培训成本。

图6 数字化点巡检
3.3.4 生产现场监测如图7所示,配合定位手环,中控室大屏上的红色部分是重点管控区域设置的电子围栏,当员工靠近或者误入此区域时,系统会自动报警提醒员工,极大降低了安全隐患。在一些特定作业时,例如点巡检过程中的人员或作业检修人员进入重点管控区域,超出安全作业时间时,系统也会自动报警并将信息反馈到中控室,中控室数字化工厂的报警系统模块会实时联动报警,第一时间通知管理人员。
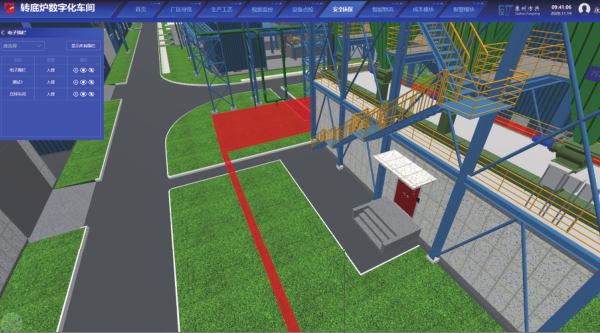
图7 电子围栏
工厂配备高精度人员定位管理系统,结合移动定位技术和5G通信技术,为员工配置智能定位手环,除可随时检测人员活动范围外,还可以实时监测人员健康状态。
3.3.5 生产效能管控5G和工业互联网在设计之初即构建了专属的能源管理系统并接入企业级能源管理平台,不仅可实现生产现场内部的能耗数据采集和管理,还能支撑企业级的能源调度和管理要求,通过公司级的能耗管理向下层层追溯,可以做到工序、班组、产品的能源精细化管理,大幅减少能源浪费(见图8)。工厂的能源综合管理系统中建有产耗预测模型,实现了对水、电、氧、气(汽)等消耗的实时监控、指标超预警功能,能耗目标≤190.907 kgce/t;还建有物料消耗的配料计算模型,在满足成品质量要求的前提下,可实现原辅料最低成本配比。
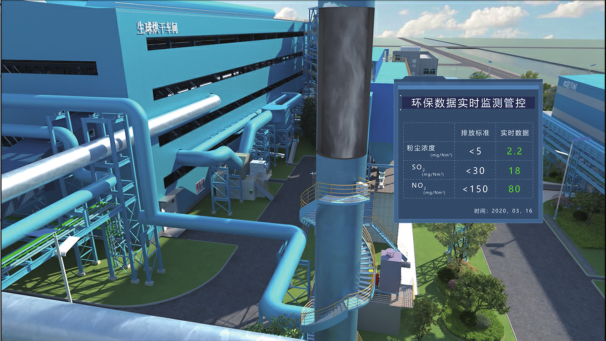
图8 智慧能源管理
利用能源综合管理系统,处理分析转底炉能源消耗的实时监测数据,建立产耗数学模型,并通过可视化技术展现在转底炉中控室。通过数字模型预测生产水、电、气(汽)等能耗,完成数据分析改进、能耗异常监测、指标超预警功能,从而控制转底炉能源消耗,实现资源的优化调度和有效管理。
4 基于5G和工业互联网的绿色智能工厂的关键核心技术
工业互联网依赖高速通信网络技术,分析性能卓越的5G通信网络有力地推动互联网应用的快速发展,对工业互联网的应用产生巨大影响[4]。
4.1 5G组网
由于工厂车间大多为金属结构,有线方式布线困难,传统无线通信设备无法可靠使用,传统的“Wi-Fi+有线”方式无法达到数据传输的要求。同时,考虑到私密性及低时延要求,本文采用“5G专网+MEC”方案,用来传输各种数据、视频等。其中,MEC部署在苏州电信机房,作为网络边缘计算平台,和公网演进型分组核心网(Evolved Packet Core,EPC)共用机房资源,专网的控制面和业务面流量均与公网EPC隔离。公网用户接入新空口(New Radio,NR),S1 流量正常路由接入EPC,不经过MEC设备。企业专网用户通过专属公共陆地移动网络(Public Land Mobile Network,PLMN)接入MEC设备,专网用户数据直接通过专网的传输链路到达MEC设备,传向企业服务器,专网数据不经过公网核心网。且MEC无需对EPC做任何的软件和硬件上的改动,仅需要本地修改基站部分路由的数据,如跟踪区域码(Tracking Area Code,TAC)参数。
在运营商提供的基础设施(公有云、行业云、CMNET、承载网等)下,共25 个基站,将网络部署在核心机房,再转为厂区范围内的专用网络,最终传输到区域内的各数字终端。
5G组网数据指标:切片速率方面,单终端极速上行率100 Mbit/s,下行率1 000 Mbit/s;单终端畅联上行速率60 Mbit/s,下行率500 Mbit/s。时延及抖动方面,最大双向时延小于40 ms,平均双向时延20 ms。5G覆盖率95%,平均参考信号接收功率(Reference Signal Receiving Power,RSRP)为-95 dbm,平均信号与干扰加噪声比(Signal to Interference plus Noise Ratio,SINR)为3,误块率(Block Error Rate,BLER)为15,丢包率0.50%,上行平均速率80 Mbit/s,下行平均速率800 Mbit/s,NR切换成功率98%。
4.2 工厂联网和数据采集
随着工业互联网的发展,计算机在工业自动化领域发挥着越来越重要的作用。工厂中选用了各种智能仪器仪表,这些智能设备的现场运行数据可以通过网络实时地采集到应用系统,从而将设备的运行状态采集到分布在不同地理位置的应用系统中,方便工作人员随时掌握设备的生产信息,并做状态跟踪、故障诊断等。
在线数据自动采集系统是衔接各个自动化系统与MES、点巡检系统及安全环保系统之间的桥梁,能够自动在线采集设备状态、故障、报警、能耗、加工步骤等状态信息,接收管理系统的计划、指令,并将这些信息下发到各个自动化及控制系统,同时采集各个自动化及控制系统的操作实绩信息,通过计算汇总之后再反馈至各个管理系统。在线数据自动采集系统采集的数据主要包括能源的数据、原辅料的消耗数据、成品的产出及发出货数据和生产过程实绩数据,以供信息资源互通、数据集成与共享。
4.3 工厂边缘计算设计
5G全连接工厂中的边缘计算主要应用在人员定位方案中,考虑到UWB定位数据的私密性及低时延要求,本文采用“5G专网+MEC边缘计算”方案,具体组网架构如图9所示。

图9 “5G+MEC+UWB”定位组网拓扑图
MEC部署在苏州电信机房,作为网络边缘计算平台,对定位芯片上传的数据进行处理。MEC边缘计算结合5G网络的组网方案具有超带宽(本地服务,不受核心网带宽限制)、低时延(本地处理,适合工业自动化等重要通信应用)、大连接(本地计算,内容汇整增强,减少传输负荷)、高可靠性(企业业务在本地处理,具有更高的安全性)的特点,可为移动终端提供更好的业务体验。
针对专网用户鉴权原理和实现方式,为确保只有企业内的特定用户才能使用专网业务,MEC提供了对用户的多重鉴权方式。专网用户只能通过专属PLMN和专属接入点名(Access Point Name,APN)接入MEC设备。同时,MEC设备会对想要登录的终端的用户识别模块(Subscriber Identity Module,SIM)卡的国际移动用户识别(International Mobile Subscriber Identification,IMSI)码进行鉴别,仅允许在MEC中被写入相应信息的终端登录。
5 基于5G和工业互联网的绿色智能工厂的技术创新成果
以5G为核心切入制造行业,以大规模数据采集、视频监控、机器视觉、AR点检及培训等集成应用与工业软件构建智能工厂产品体系和解决方案能力数字化转型是制造业未来发展的必由之路[5]。5G全连接工厂现已实现生产制造过程的数字化,信息、数据可以在执行层、基础层、管理层间进行交互。工厂中基础层的设备均已具备数字化功能,物料、辅具、人员等生产资源已具备了可数字化识别的能力。通过数字化贯穿执行层中各个管理模块的业务、活动及资产管理,实现生产精益化、透明化。同时,从统筹管理角度出发,能效管理、安全管理、环境管理、办公自动化、项目管理等已与公司级平台对接。
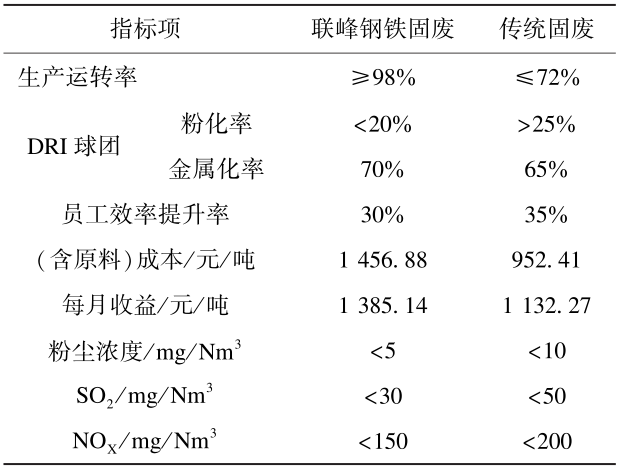
生产设备数字化、智能化、自动化覆盖率为99%。应用射频识别、二维码等方式对生产资源进行自动、半自动识别,使得工厂的自动化信息、数据采集率达到95%;运用工业物联网、5G等技术实现工厂内各层级资源之间的信息交互;建有的MES、质量管理、设备管理等系统已覆盖工厂生产制造全过程;研发的设备状态监控的故障预测、微检修、VR检修、人员定位健康监控等系统则可以对人和物的安全进行有效地分析、评估、预防、规避,大幅提高安全生产水平。5G全连接工厂固废成效如表2所示。
表2 5G全连接工厂固废成效
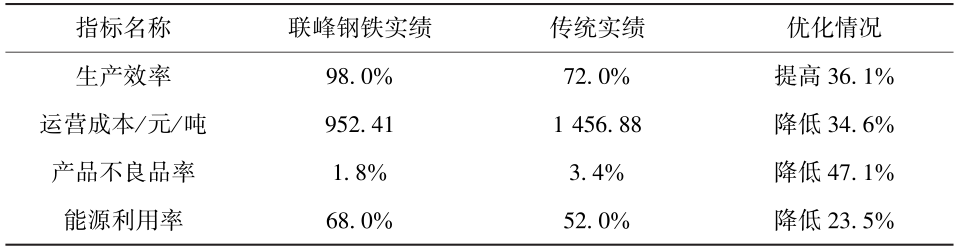
5G全连接工厂的绩效指标如表3所示,满足《国家智能制造标准化建设体系指南》《江苏省“十三五”智能制造发展规划》的相关绩效要求。
表3 5G全连接工厂绩效指标优化情况
工厂全面5G化的应用效果如下。
(1)降低布线成本:“5G+UWB”方案可以大大减少布线的需求,因为5G网络本身是一个无线通信技术,可以避免传统的有线布线方式带来的高成本和复杂性问题。同时,UWB技术具有精确测距和定位的功能,可以在室内和复杂环境中实现高精度定位,而不需要布设大量的传感器和线路。
(2)提高上线速度:由于5G网络的高速度数据传输能力,无人天车的控制系统可以更快地获取车辆的状态和位置信息,并更快地发送控制指令。这可大大缩短无人天车的上线时间,提高其工作效率。
(3)增强可靠性和稳定性:5G网络具有更高的可靠性和稳定性,因为其具有更好的通信协议和更强的技术支撑。这可以确保无人天车在运行过程中不会因为通信问题而出现故障或停机。
随着5G技术的不断发展和普及,人们可以预见未来无人天车将会更加智能化和自动化。例如,通过5G网络连接更多的传感器和设备,无人天车可以更好地感知周围环境,更加智能地规划和执行任务。同时,通过与云计算和人工智能技术相结合,无人天车可以实现更高级别的自动化,甚至可以达到自主决策和自我学习的能力。
6 结束语
本文提出通过5G技术构建工厂的物联网,将车间所有工作人员与设备纳入物联网的管理。工厂车间大多为金属结构,有线方式布线困难,传统无线通信设备无法可靠使用,故可采用“5G专网+MEC边缘计算”方案,用来传输各种数据、视频、信息等。通过打造坚实的5G通信底座,本文所述工厂在自动化、信息化、智能化方面得以大刀阔斧的改革和建设,前后获得省智能制造示范工厂、江苏省5G全连接工厂、中国标杆智能工厂、工业互联网赋能绿色低碳发展优秀案例等荣誉称号。
Green intelligent factory for metallurgical dust and mud recycling based on 5G and Industrial Internet
ZHAO Guobin, ZHAO Junjie, QI Meng, YANG Hui, GU Yinqin
(Everrising Holdings Co., Ltd., Zhangjiagang 215600, China)
Abstract: The green intelligent factory for metallurgical dust and mud recycling is owned by Everrising Holdings’ Yonggang Group. By using technologies such as 5G, Industrial Internet, and big data, the factory has improved the traditional large-scale and extensive management mode which has weak research and development abilities and ignores environmental protection. It has also achieved centralized control of production, security visualization, unmanned operation, intelligent spot inspection, efficient cooperation, and intelligent management. And it has transformed into a highly informationized and intelligent “dark factory”.Keywords: 5G; Industrial Internet; big data; green factory
本文刊于《信息通信技术与政策》2023年 第11期
主办:中国信息通信研究院
《信息通信技术与政策》是工业和信息化部主管、中国信息通信研究院主办的专业学术期刊。本刊定位于“信息通信技术前沿的风向标,信息社会政策探究的思想库”,聚焦信息通信领域技术趋势、公共政策、国家/产业/企业战略,发布前沿研究成果、焦点问题分析、热点政策解读等,推动5G、工业互联网、数字经济、人工智能、区块链、大数据、云计算等技术产业的创新与发展,引导国家技术战略选择与产业政策制定,搭建产、学、研、用的高端学术交流平台。
 AII微信公众号
AII微信公众号
 AII头条号
AII头条号